Weldability of Free Machining Grades of Steel
Q: I am welding on a shaft made from 1141 steel and getting cracks in the weld. Would you expect this? I am using an ER70S-6 MIG wire. Is this the right type of wire to use? On the other hand, can it even be welded at all?
A: The answers to your questions are, “I am not surprised”, “no” and “not likely”. Let me elaborate. American Iron and Steel Institute (AISI) and Society of Automotive Engineers (SAE) alloy series 1141 (i.e. AISI-SAE 1141) is considered a heat treatable, "free machining" (or “free cutting”) grade of carbon steel. Free machining types of steel contain higher levels of sulfur (0.05% or more), phosphorus (0.04% or more) or lead for improved machinability or machining characteristics. These types of steels would include AISI-SAE 11XX alloy series (resulfurized free machining) and AISI-SAE 12XX alloy series (resulfurized / rephosphorized free machining) (see figure 1). If the steel contains lead, it will be designated with the letter “L” after the first two numbers in any steel designations.
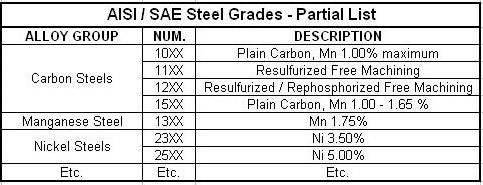
Figure 1: Partial List of AISI-SAE Steels, Showing the “Free Machining” Grades
When cutting most types of steel in a lathe or milling machine, the chips tend to come off in long, curling strands. This can be cumbersome and even impede the machining process, without some type of chip breaker on the cutting bit. Alternatively, free machining types of steel, with their higher levels of sulfur, phosphorus and lead, produce uniform soft spots in the metal’s microstructure. Every time the cutting bit hits a soft spot, the shaving breaks and the metal can be removed in small, uniform chips.
However, what is good for the machinist is bad for the welder. Sulfur, phosphorus and lead are low melting point alloys. In arc welding, the molten weld metal immediately begins to solidify from the outside first, then into the center of the bead. During this solidification process, these lower melting point alloys are the last to resolidify and thus tend to migrate to the center of the weld bead. If these elements are present in excessive levels, then this creates a high concentration of softer material in the center of the bead, which under the stresses created as the weld solidifies, very often results in centerline cracking. This is considered a form of hot cracking, as it occurs immediately while the weld bead is still hot. In fact, depending on the particular type, some free machining grades of steel are considered simply unweldable; meaning that weld cracking will almost always result. As an example, generally any free machining steel with lead would be considered unweldable. Note also that high sulfur content can also cause weld metal porosity.
In general, welding on any free-machining grade of steel should be avoided. However, if it must be attempted, with no guarantees of success, then a low-hydrogen consumable with a basic slag system is recommended. Low hydrogen helps reduce the formation of hydrogen-sulfide porosity and a basic slag system reduces the sulfur and phosphorus content of the weld metal. For stick welding, a specialty stainless steel electrode for hard to weld / crack sensitive steels, such as a modified 312 type (e.g. Lincoln Electric’s Blue Max 2100), may be your best choice. It has a very high tolerance to free machining steels or steels with a low manganese to sulfur ratio (i.e. <20), avoiding hot cracking problems when many other types of electrodes do not. Among the carbon steel electrodes, for stick welding, an E7018 electrode is preferred, versus E6010, E6011, E6013, E7014, etc. types. For flux-cored, gas-shielded welding, an E70T-5 or "T-5" wire is preferred, versus "T-1" or T-9" type wires. For flux-cored, self-shielded welding, "T-4”, "T-7" or "T-8" type wires are preferred. The TIG and MIG processes (i.e. processes with a "solid wire or bare electrodes") are less preferred because they do not have a basic slag system to help react with the higher levels of sulfur or phosphorus in the free machining steels.