Le pourcentage d'argon dans le gaz de protection mixte est important
Notre société a récemment changé notre fil principal à noyau de flux en un fil de classification E71T-12M-JH8. Il spécifie de n'utiliser que 75% - 80% de gaz de protection Ar / équilibre CO2. Nous utilisons généralement un mélange avec 88% d'argon. N'est-ce pas recommandé? Ou est-ce juste un de ces cas où nous devrons faire des tests par nous-mêmes pour vérification?
Il y a deux problèmes potentiels avec l'utilisation d'un mélange de gaz de protection à 88% d'argon (Ar) / 12% de dioxyde de carbone (CO2) avec l'électrode E71T-12M-JH8 (alias fil). Premièrement, l'utilisation de cette quantité d'argon dans le mélange avec une électrode à noyau de flux à protection gazeuse (voir exemple sur la figure 1) peut entraîner une augmentation excessive de la fluidité de la flaque. Le deuxième problème potentiel et plus important, en particulier avec une électrode classée «T-12» de l'American Welding Society (AWS), est un niveau de résistance à la traction du métal soudé élevé, qui pourrait potentiellement entraîner des problèmes de fissuration des soudures.
En ce qui concerne le premier problème, les électrodes à blindage gazeux et fourrées sont généralement utilisées avec un gaz de protection à 100% de CO2 ou un mélange argon / CO2 (dont 75% Ar / 25% CO2 est le plus courant aux États-Unis). L'ajout d'argon au CO2 augmente la douceur de l'arc et l'attrait de l'opérateur, en particulier avec le soudage hors position. Il produit un transfert d'arc de pulvérisation en douceur et une bonne fluidité de la flaque. Cependant, à mesure que le pourcentage d'argon dans le mélange commence à dépasser environ 80%, l'arc devient plus fluide et «souple». Il peut devenir plus difficile à manipuler, en particulier pour le soudage vertical et aérien. Il s'agit généralement d'un appel de l'opérateur ou d'un problème de préférence personnelle.
En remarque, lorsque vous utilisez un gaz de protection mixte pour des électrodes à flux et blindées gazeuses, le pourcentage minimum d'argon à utiliser avec du CO2 est généralement de 75%. Lorsque vous diminuez le pourcentage d'argon dans le mélange en dessous de ce niveau, vous commencez rapidement à perdre les avantages de l'argon en termes d'attrait pour l'opérateur. Cependant, vous devez toujours payer une prime pour avoir de l'argon dans le mélange gazeux. De nombreuses électrodes à protection gazeuse et fourrées à utiliser avec un gaz de protection mixte spécifieront un pourcentage maximum recommandé d'argon, tandis que le niveau minimum d'argon implicite est de 75%.

En ce qui concerne le deuxième problème, utiliser plus que le pourcentage d'argon recommandé dans le gaz de protection mixte peut entraîner une résistance à la traction du métal de soudure plus élevée que prévu. Tout d'abord, notez que selon la spécification du métal d'apport AWS, une électrode classée AWS E71T-12M-JH8 (c.-à-d. Électrode «T-12») a non seulement une exigence minimale de résistance à la traction de 70 000 psi ou 70 ksi (483 MPa) a également une exigence de résistance à la traction maximale de 90 000 psi ou 90 ksi (620 MPa). Les électrodes avec deux autres classifications très courantes «T-1» et «T-9» (par exemple E71T-1M / E71T-9M), ont une exigence de résistance à la traction minimale de 70 ksi (483 MPa) et une exigence de résistance à la traction maximale de 95 ksi (655 MPa).
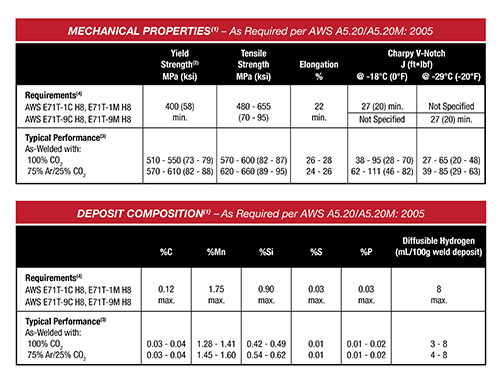
Deuxièmement, notez l'effet de chaque type de gaz de protection sur la chimie du métal de soudure déposé. Le CO2 est un gaz actif (c'est-à-dire réactif). Il réagira avec ou «brûlera» une partie de l'alliage de l'électrode dans l'arc, ce qui réduira la récupération d'alliage dans le métal de soudure. Cela entraîne à son tour une légère diminution du rendement et de la résistance à la traction du métal soudé. D'autre part, l'argon est un gaz inerte (c'est-à-dire non réactif). Il ne réagit pas avec les alliages de l'électrode dans l'arc. Par conséquent, plus le pourcentage d'argon dans un mélange de gaz de protection Ar / CO2 est élevé, plus la récupération d'alliage de l'électrode dans le dépôt de soudure est importante. Et plus la récupération d'alliage dans le dépôt de soudure est élevée, plus son rendement résultant et sa résistance à la traction sont élevés. Cet effet peut être vu dans la littérature publiée sur une électrode de type «double» à blindage gazeux et fourré qui est conçue pour être utilisée avec 100% de CO2 et un mélange Ar / CO2. Le tableau 1 montre la composition typique du dépôt de soudure et les propriétés mécaniques d'une telle électrode. Notez les différences, en particulier, entre les niveaux de manganèse (Mn) et de silicium (Si), ainsi que le rendement et la résistance à la traction entre les dépôts de soudure réalisés avec un gaz de protection 100% CO2 et ceux utilisant un gaz de protection 75% Ar / 25% CO2.
Les fabricants d'électrodes à protection gazeuse et à noyau de flux contrôlent soigneusement les niveaux d'alliage dans leurs produits de sorte que lorsqu'ils sont utilisés avec leurs pourcentages recommandés d'argon dans un gaz de protection mixte, le rendement et la résistance à la traction résultants du métal de soudure seront dans les limites admissibles de l'électrode. portée minimale et maximale. Cependant, si vous utilisez un pourcentage d'argon plus élevé que celui recommandé, il y aura plus de récupération d'alliage dans le métal de soudure, ce qui entraînera des niveaux de résistance plus élevés. En général, à mesure que la résistance à la traction du métal soudé augmente, il devient moins ductile (c'est-à-dire plus rigide) et donc plus sensible à la fissuration à mesure que la soudure refroidit. Une opération de préchauffage supplémentaire peut alors être nécessaire pour aider à réduire la tendance aux problèmes de fissuration par solidification.
Maintenant, pour une application de soudage particulière, il peut n'y avoir aucune exigence de résistance de soudure maximale. Cette décision appartient à l'ingénieur de conception pour cette application de soudage particulière. Cependant, en général, il n’est pas recommandé de dépasser les recommandations du fabricant d’électrodes à protection gazeuse et fourrées pour le pourcentage maximal d’argon utilisé dans le gaz de protection mixte. Avec le mélange de gaz de protection Ar / CO2 approprié, l'électrode doit produire un dépôt de soudure avec la résistance à la traction minimale spécifiée. L'utilisation d'un pourcentage d'argon plus élevé, avec une augmentation résultante de la résistance à la traction du métal soudé, n'apporte aucune valeur supplémentaire. Cependant, cela augmente potentiellement les risques de problèmes de fissuration des soudures. Pour votre électrode particulière, la recommandation serait de ne pas utiliser de gaz de protection contenant plus de 80% d'argon.