How to Change a WPS
Press the “WPSs” button on the screen to bring up a list of all WPS documents currently saved on the system. There are three pre-loaded curricula that contain various WPS sets: SMAW-1, GMAW-1 and FCAW-1.
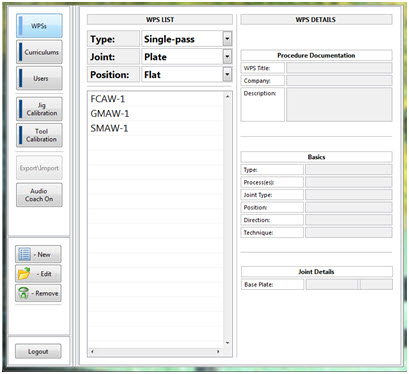
Press the “Type”, “Joint” and “Position” drop down menus to display various options. Each combination of Type, Joint and Position will display the WPS information associated with that selection.
In the “Type” drop down menu, only Single-pass can be selected.

In the “Joint” drop down menu, Plate, Fillet, Lap, Groove (Butt) can be selected.
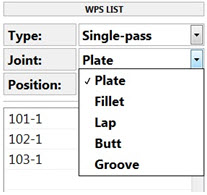
In the “Position” drop down menu Flat, Horizontal, Vertical or Overhead can be selected.
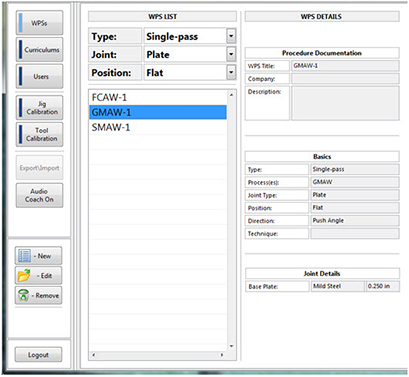
By selecting the desired WPS, the procedure documentation, basics and joint type will be displayed in the WPS Details column on the right hand side of the screen.
To create a new WPS, follow the steps below:
1. Press the “New” button on the left hand side of the screen.

2. Enter the title for the new WPS and then press “OK”. The WPS Editor will be displayed. In this window, the Instructor can set a variety of parameters.
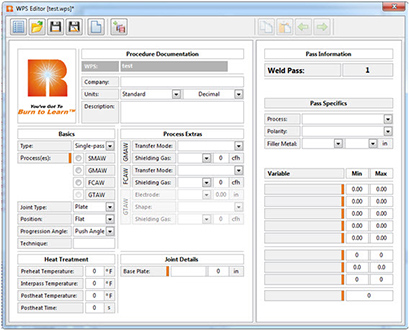
When setting up a WPS, any item highlighted in orange is required complete the WPS. In regards to the variables section on the right side of the screen, there are five critical torch motion variables that must be set that will be used to accurately measure each Student’s results.
- Work Angle
- Travel Angle (Push or Drag)
- CTWD (Contact Tip to Work Distance)
- Travel Speed
- Proximity (aim to the root of the joint)
The best approach to determining these values, if not already known, is to have an experienced welder run several welds with this system until an acceptable weld is created. The data collected from those welds can be used to create the baseline for the five critical torch motion variables above as well as current, voltage, and wire feed speed.
At the top of the screen, under “Procedure Documentation”, the company name and description can be typed in, as well as the option to select appropriate units (standard/metric, decimal/fractional).
The first few items to program are listed under “Basics”. This includes things like joint type, process, position, and progression angle. Various other process variables can be programmed as well including transfer mode, shielding gas type flow rate, and even specific heat treatment temperatures.
Next, type in the base plate material type and thickness in the “Joint Details” section.
On the right hand side of the screen under “Pass Specifics”, the process, polarity, and the filler metal type and size can be programmed as well.
In the “Variables” section, the work angle, travel angle, CTWD, travel speed, proximity, current, voltage wire feed speed, and weld size can be programmed. These values need to be programmed in order to create the new WPS.